1 Min. Lesezeit
Effektives PMI Management mit NX Hole Callouts - Teil II
In unserem Artikel "Effektives PMI Management mit NX Hole Callouts" haben wir eine erste Einführung in die NX Hole Callouts, die assoziativen...
1 Min. Lesezeit
Das Arbeiten innerhalb der Konstruktion mit NX, der Lösung von Siemens Digital Industries Software, bietet die Funktionalität der so genannten "NX-Hole Callouts". NX Hole und Thread Callouts sind assoziative Beschreibungen/Labels für Bohrungen und Gewinde. Sie werden aus mehreren Parametern erstellt, die direkt aus den Daten der Bohrungsmerkmale abgeleitet werden. Das Referenzobjekt für die Informationen zur Herstellung des Produkts (Product Manufacturing Information = PMI) einer Bohrungsbeschreibung ist der Typ des Bohrungsfeatures und nicht seine Geometrie.

Es gibt fünf verschiedene Feature-Typen, die von NX Hole Callouts unterstützt werden. Es ist möglich, zwischen den folgenden Optionen zu wählen:

Je nach Merkmalstyp stehen unterschiedliche Parameter zur Auswahl. Die folgende Tabelle zeigt die verschiedenen Merkmalstypen und ihre Parameter.
|
Hole
|
Drill Size Hole
|
Screw Clearance Hole
|
Threaded Hole
|
Symbolic Thread
|
|
Pattern Feature Count
|
Pattern Feature Count
|
Pattern Feature Count
|
Pattern Feature Count
|
Pattern Feature Count
|
|
Diameter
|
Diameter
|
Screw Size
|
Thread Size
|
Callout
|
|
Depth
|
Depth
|
Diameter
|
Thread Depth
|
Length
|
|
Counter Bore Diameter
|
|
Fit
|
Depth
|
Pitch
|
|
Counter Bore Depth
|
|
Depth
|
Pitch
|
Angle
|
|
Counter Sink Diameter
|
|
Counter Bore Diameter
|
Angle
|
Minor Diameter
|
|
Counter Sink Angle
|
|
Counter Bore Depth
|
Minor Diameter
|
Major Diameter
|
|
Taper Angle
|
|
Counter Sink Diameter
|
Major Diameter
|
Tap Thrill Diameter
|
|
|
|
Counter Sink Angle
|
Tap Thrill Diameter
|
Shaft Size
|
Die Handhabung von NX Hole Callouts kann schwierig sein, da jeder Parameter eines Hole Callouts eine zusätzliche Validierung erfordert. Abhängig von der Art des Merkmals und den Parametern ist es möglich, dass sogar für ein einziges PMI Hole Callout mehrere verschiedene Prüfschritte erforderlich sind. Aus diesem Grund können die nachgelagerten Qualitätsprozesse fehleranfällig und langsam sein, wenn sie manuell durchgeführt werden.
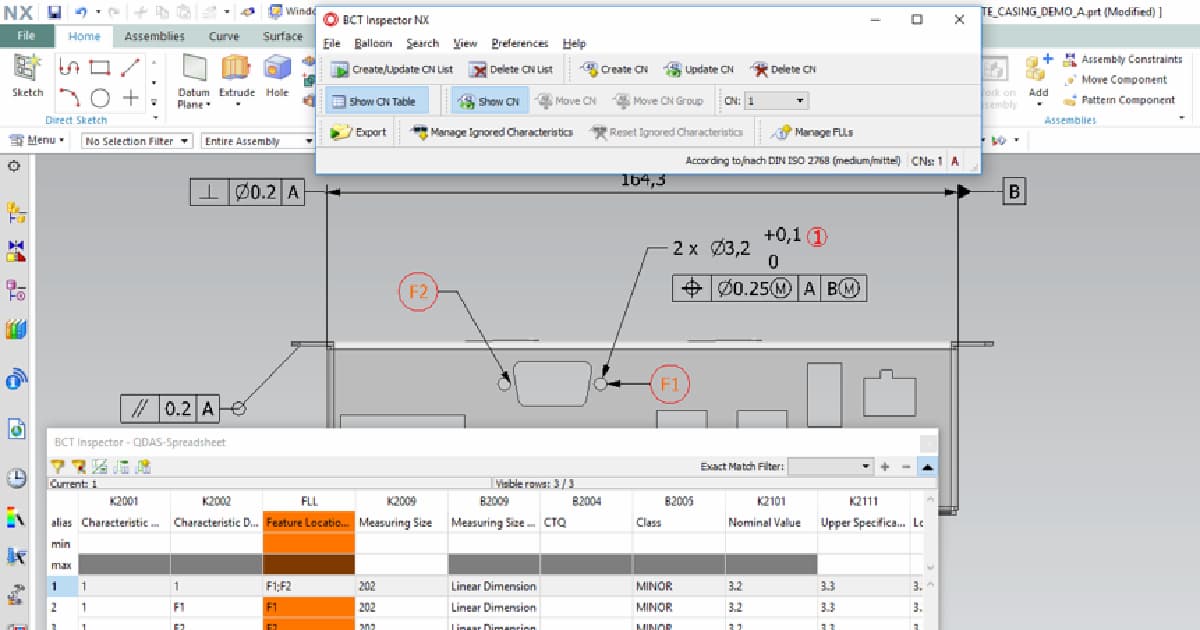
Ziel ist es, den manuellen Aufwand für den nachgelagerten Qualitätsprozess so weit wie möglich zu reduzieren. Hier kommt der BCT Inspector ins Spiel. Er automatisiert den beschriebenen Prozess, indem er entscheidet, wie viele Prüfschritte für jede Lochanforderung erforderlich sind. Er startet das Ballooning und vergibt entsprechend der Anzahl der Prüfschritte eindeutige Merkmalsnummern (CN).
Die folgende Abbildung zeigt, wie das Ergebnis aussehen könnte.

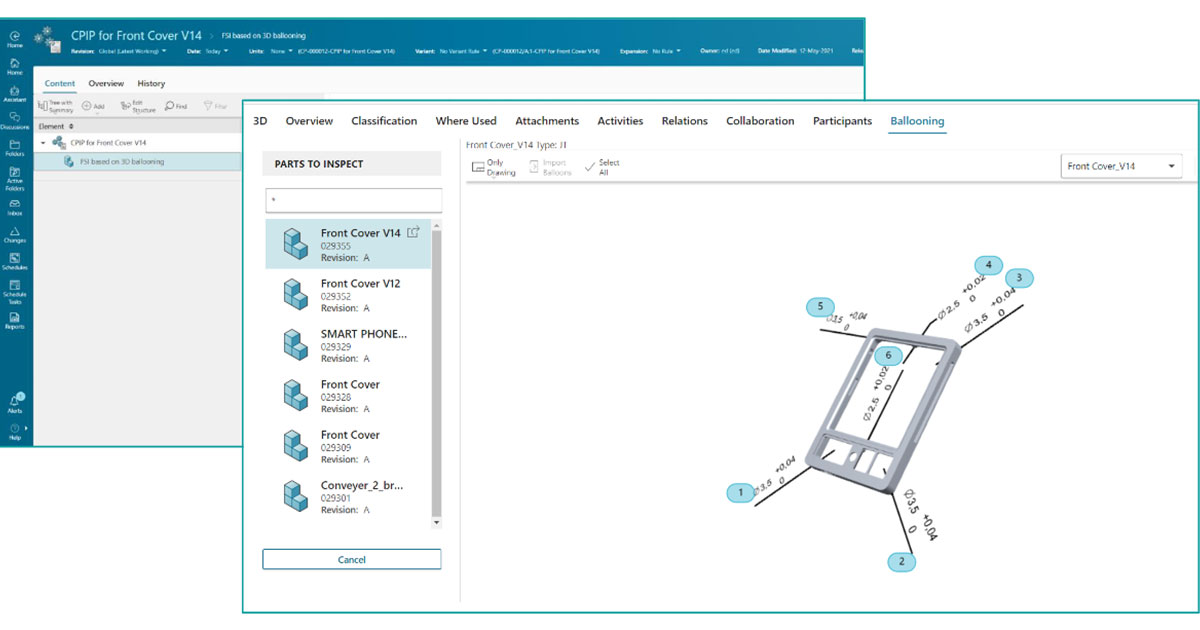
Mit diesen Funktionalitäten hilft Ihnen BCT Inspector bei der Erfassung aller notwendigen Informationen für die Qualitätsmanagementprozesse. Darüber hinaus bietet er die Möglichkeit, den Prüfbericht zu generieren. Auf diese Weise können Sie den Aufwand für die nachgelagerten Qualitätsmanagementprozesse reduzieren und Ihre Effizienz steigern. BCT Inspector ist auch in Opcenter Quality und Teamcenter Quality von Siemens Digital Industries Software integriert, wo die Informationen aus dem Modell für ein effektives Qualitätsmanagement genutzt werden können.
1 Min. Lesezeit
In unserem Artikel "Effektives PMI Management mit NX Hole Callouts" haben wir eine erste Einführung in die NX Hole Callouts, die assoziativen...
1 Min. Lesezeit
Control & Inspection Planning (CP&IP) als Teil der Qualitätsplanung ist ein wichtiges Modul der Teamcenter Quality Lösung von Siemens Digital...

1 Min. Lesezeit
Manuelle Prozesse sind zeitaufwändig und bergen ernsthafte Fehlerrisiken. Dazu gehört unbestritten die Verfolgung von Konstruktionsänderungen: ein...